![]()
- corpo
|
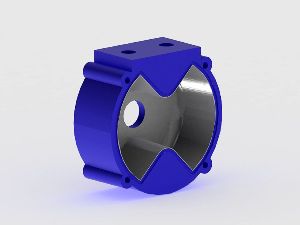
IDEA INNOVATIVA V - corpo |
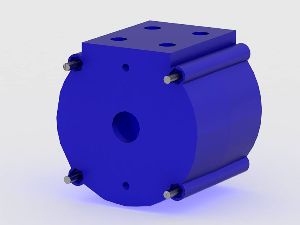
Il corpo esterno rimane sempre di alluminio, ma con alcuni accorgimenti tecnologici per permettere la tenuta tra termoplastico ed alluminio (quindi tra paletta e corpo). Per evitare problemi di usura e migliorare la tenuta la superficie interna del semicopro deve essere il più lucido possibile. Per ottenere questa caratteristica fondamentale attraverso la pressofusione si sono introdotto angoli di sformo notevoli. Gli stampi così composti generano componenti lisci internamente con le caratteristiche richieste. Dopo la stampa del componente dovrà essere ripreso alle macchine utensili per ottenere la cava per la guarnizione (vedi dopo) e le tolleranze geometriche richieste.