
L'idea

|
La soluzione individuata punta a massimizzare l'automazione del processo, integrandola in ruoli fino ad ora svolti manualmente.
Ci si è concentrati sulla fase di inserimento gomma, ripensando le altre fasi di lavorazione dove fosse necessario: ad esempio si è optato per non eseguire la cianfrinatura dei due estremi in un'unica operazione per facilitare l'inserimento della gomma. Il prodotto di partenza risulta quindi essere la fascetta provvista di un solo estremo rinforzato e di una piega a 90°. Per eseguire tutte le fasi di lavorazione si è scelto di utilizzare un conveyor a catena con un movimento a strappo. Sulla base dei requisiti è stato stabilito il numero di fascette da lavorare contemporaneamente e le velocità di lavorazione. Ogni elemento dell' impianto è inoltre studiato per poter garantire la massima flessibilità richiesta. |
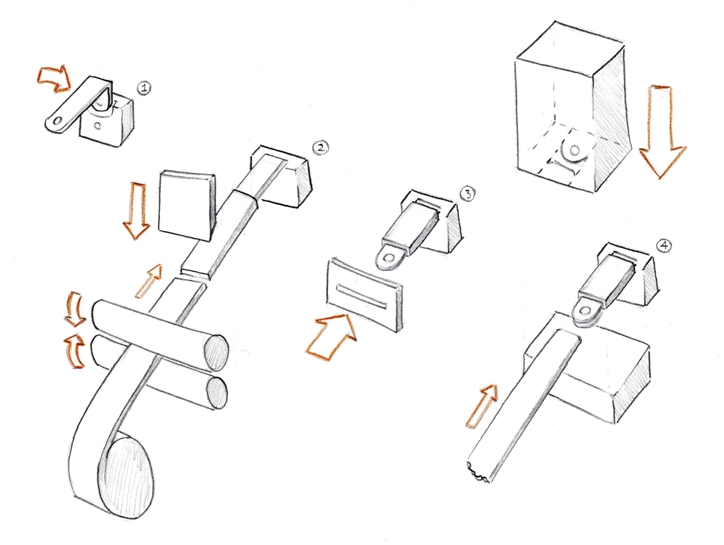
L'impiantoL'impianto è costituito da 4 stazioni di lavorazione:
|
|