![]()
Politecnico di Milano
Corso di Laboratorio Progettuale di Disegno Assistito dal Calcolatore
Prof. Umberto Cugini
Anno Accademico 2009/2010
Scopo - La Trafilatura - La Bobina - Forze di trafilatura - Studio FEM - Conclusioni - Video - Contatti
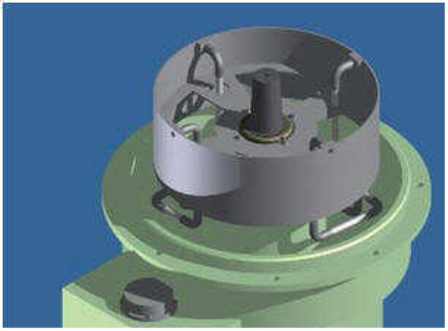
LA BOBINA
 Come detto in
precedenza la temperatura del filo aumenta considerabilmente all’interno
della filiera. In linea teorica questo aumento è indipendente dalla
velocità di funzionamento, ma, nel caso il calore non venisse asportato
in modo opportuno, tra una filiera e l’altra, la temperatura potrebbe
raggiungere livelli inaccettabili sia per la qualità del filo trattato
che per la macchina stessa.
Come detto in
precedenza la temperatura del filo aumenta considerabilmente all’interno
della filiera. In linea teorica questo aumento è indipendente dalla
velocità di funzionamento, ma, nel caso il calore non venisse asportato
in modo opportuno, tra una filiera e l’altra, la temperatura potrebbe
raggiungere livelli inaccettabili sia per la qualità del filo trattato
che per la macchina stessa.
Lo scambio avviene attraverso la parete interna della superficie della bobina attorno cui si avvolge il filo in uscita dalla filiera.
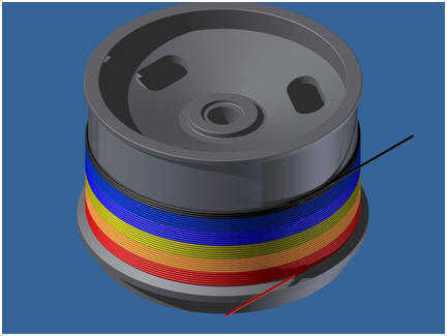 Nel nostro caso il filo si avvolge dal basso verso l’alto per cui le
temperature più elevate si avranno alla base della bobina via via
decrescendo mentre il filo sale. Di estrema importanza è quindi
l’altezza utile della bobina. Aumentando l’altezza a parità di diametro
viene aumenta la superficie di scambio quindi il raffreddamento.
Nel nostro caso il filo si avvolge dal basso verso l’alto per cui le
temperature più elevate si avranno alla base della bobina via via
decrescendo mentre il filo sale. Di estrema importanza è quindi
l’altezza utile della bobina. Aumentando l’altezza a parità di diametro
viene aumenta la superficie di scambio quindi il raffreddamento.
La trasmissione del calore avviene per conduzione attraverso la parete
della bobina e per conduzione e convezione forzata attraverso la
superficie di contatto con l’acqua.
Nel disegno finale del blocco verrà considerato un certo sovrametallo
per effettuare almeno una rigenerazione del profilo.
Scopo - La Trafilatura - La Bobina - Forze di trafilatura - Studio FEM - Conclusioni - Video - Contatti