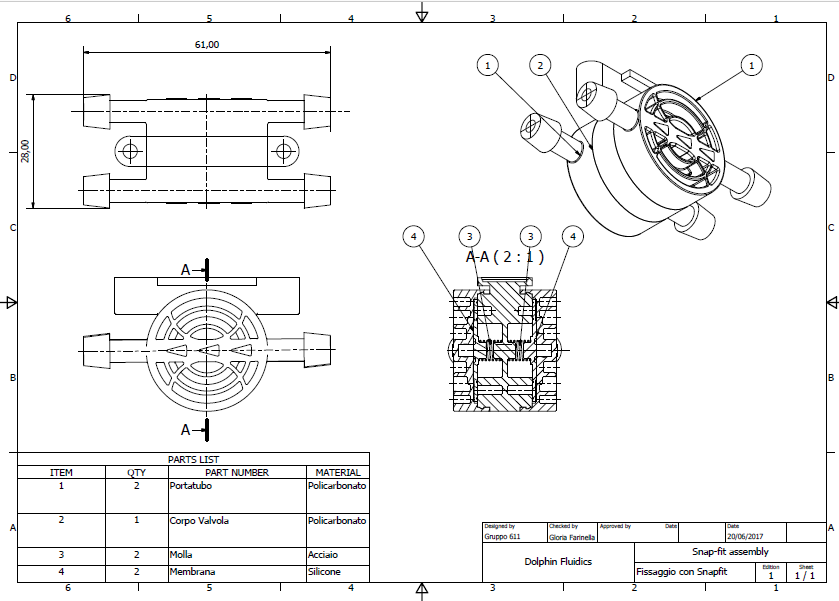
L'annular snapfit è un meccanismo di fissaggio interno, che permette l’accoppiamento tra portatubi (femmina) e corpo valvola (maschio). La struttura della valvola è stata modificata togliendo gli alloggiamenti per le viti e modellando il profilo dello snapfit. La soluzione sarà veloce da assemblare ed "elegante" in quanto si tratta di un meccanismo interno alla valvola.
Analisi FEM
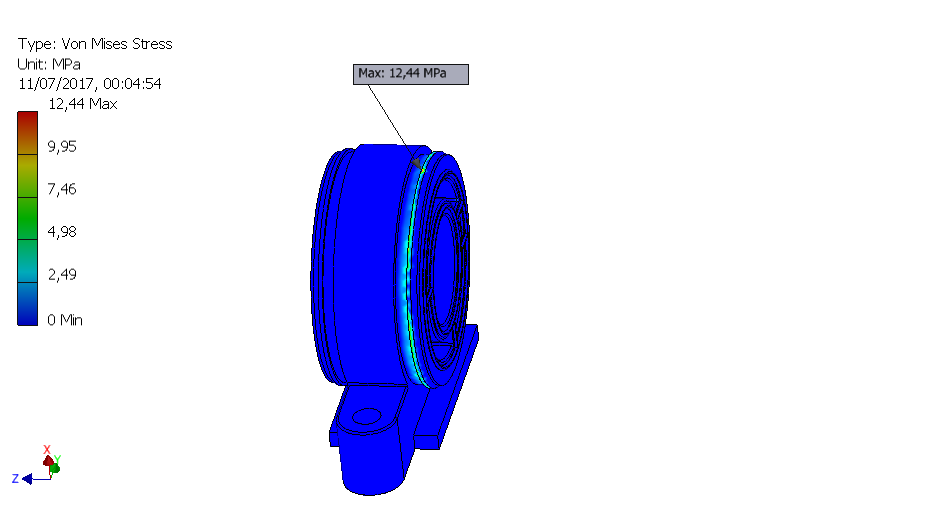
Il materiale impiegato, sia per il portatubo che per il corpo valvola, è il policarbonato (E=2300 MPa, σ=60 Mpa).
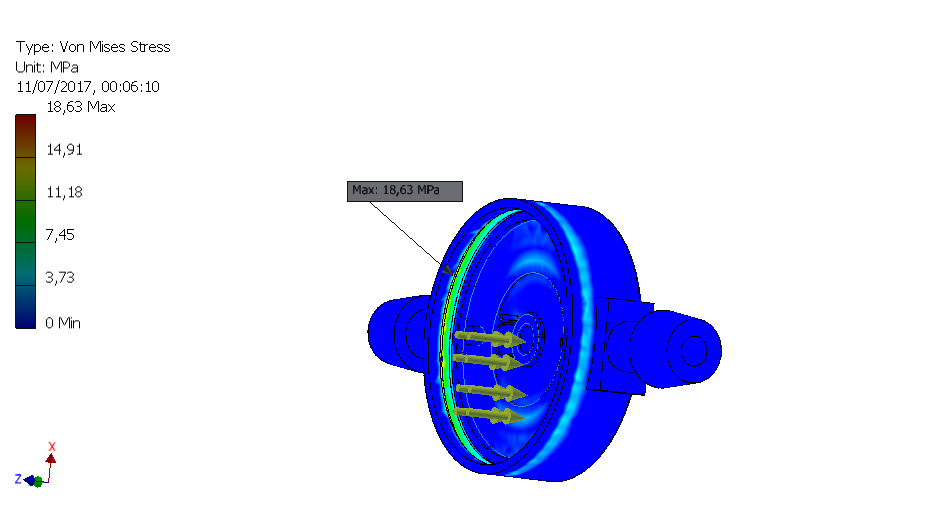
Sono state utilizzate formule empiriche, che una volta constatato che non venisse superata la deformazione massima consentita dal materiale (ε=y/d, con y ampiezza snapfit e d diametro interno), definivano una forza massima di inserimento (≅500 N).
Sono state utilizzate formule empiriche, che una volta constatato che non venisse superata la deformazione massima consentita dal materiale (ε=y/d, con y ampiezza snapfit e d diametro interno), definivano una forza massima di inserimento (≅500 N).
In seconda analisi sono state effettuate analisi FEM per verificare che la distribuzione degli sforzi della soluzione non avesse esiti comparabili agli sforzi di snervamento del materiale.
|
|
Produzione
|
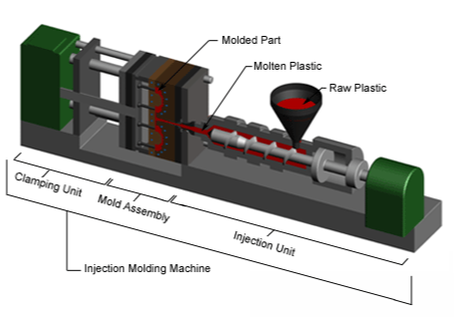
La fase di produzione prevederà la realizzazione della valvola tramite un metodo di stampaggio ad iniezione:
|
|
Lo stampaggio a iniezione è un processo di produzione industriale in cui il materiale plastico viene fuso (plastificato) e iniettato ad elevata pressione all'interno di uno stampo chiuso, che viene aperto dopo la solidificazione del manufatto.
Tale processo produce componenti che sono quasi sempre net-shape,anche con geometrie complesse.
Tale processo produce componenti che sono quasi sempre net-shape,anche con geometrie complesse.

Per la soluzione tramite snapfit il problema principale dal punto di vista produttivo, risulta essere il recesso realizzato nel portatubi e l'estrusione presente sul corpo della valvola.
Per risolvere tale problema si è scelto di utilizzare “expandable cavity system” e un “collapsible core system", cioè dei sistemi meccanici mobili da inserire all'interno dello stampo.
Il collapsible core system, tramite un corretto profilo esterno e attraverso un sistema di apertura e chiusura dimensionato in maniera esatta, permetterà la realizzazione del sottosquadro presente nel corpo della valvola.
L' "expandable cavity system" funziona in maniera esattamente opposta a quello prima indicato. L’organo meccanico andrà a fare da negativo al recesso del portatubi durante la fase di iniezione, per poi, alla fine della fase di raffreddamento, dopo l’apertura dello stampo, aprirsi e permettere una corretta espulsione del pezzo.
Per risolvere tale problema si è scelto di utilizzare “expandable cavity system” e un “collapsible core system", cioè dei sistemi meccanici mobili da inserire all'interno dello stampo.
Il collapsible core system, tramite un corretto profilo esterno e attraverso un sistema di apertura e chiusura dimensionato in maniera esatta, permetterà la realizzazione del sottosquadro presente nel corpo della valvola.
L' "expandable cavity system" funziona in maniera esattamente opposta a quello prima indicato. L’organo meccanico andrà a fare da negativo al recesso del portatubi durante la fase di iniezione, per poi, alla fine della fase di raffreddamento, dopo l’apertura dello stampo, aprirsi e permettere una corretta espulsione del pezzo.
Analisi dei costi
|
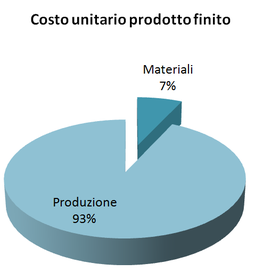
Per valutare il costo del prodotto finito con annular snap-fit, sono stati considerati i costi dei singoli componenti. Tramite l'utilizzo di cataloghi è stato possibile stimare costi di molla e membrana . Il prezzo di acquisto del corpo valvola varia da 0,80€ a 1,50 €, associato a diversi volumi di produzione ( da 20.000 a 200.000).

|