Modellazione Solida del Pedale
|
Lapproccio utilizzato per la creazione di questo modello, potrebbe sembrare poco correlato con il tipo di lavorazione a cui è destinato il pezzo in questione. Lesecuzione di operazioni di scavo a partire da una lastra piena, tipico delle lavorazioni per asportazione di truciolo, è sembrata la via più semplice per la realizzazione di una geometria così complessa e di un modello solido coerente con le specifiche di progetto. I pedali già utilizzati dalla CNH sono realizzati in acciaio, assemblando uno spezzone di lamiera sagomata con spessore 10 mm, piegata secondo opportuni angoli e forata, una boccola e un altro spezzone di lamiera con la funzione di appoggio per il piede. Dallo studio delle singole componenti, è stata ricavata la geometria fondamentale del pezzo, le dimensioni caratteristiche e funzionali dello stesso e lingombro assoluto della pedaliera. (Vedi figure)
A partire da queste, sono stati realizzati degli schizzi sui piani y-z e z-x. Sul primo si è creato il profilo relativo alla vista frontale, mentre sul secondo quello relativo alla vista laterale. Nella vista frontale abbiamo conservato la distanza tra lasse mediano ortogonale allinnesto dellattuatore idraulico e quello passante lattacco dellappoggio del piede. Oltre a questa si è rispettata la lunghezza totale del pedale (378 mm). Il profilo è realizzato con segmenti rettilinei e raccordi di tipo spline, opportunamente spesso per garantire degli sforzi contenuti. Il profilo di base ha larghezza pari a quella della boccola utilizzata nella versione in acciaio, poiché in origine si è pensato di creare un profilo senza protuberanze sui fianchi. In seguito verrà delucidata la strada intrapresa.
Dopo lestrusione dello schizzo realizzato sul piano y-z e la tasca con quello sul piano z-x, abbiamo ottenuto il solido relativo alla leva del pedale. Questo si è successivamente prestato allo svuotamento mediante loperazione di guscio, dove abbiamo eliminato la faccia interna (lato piantone dello sterzo), e lasciato uno spessore di 4 mm. A questoperazione è seguita lanalisi FEM, applicando il carico di riferimento prestabilito, sotto determinati vincoli discussi nella sezione Sforzi e Deformazioni, al fine di identificare le zone maggiormente sollecitate del pezzo e poter dunque seguire una determinata linea guida in fase di nervatura. Questultima è ricavata eseguendo una tasca, parallelamente allasse della boccola, fino alla superficie esterna (lato portiera) del pedale con un offset di -5 mm, dunque pari in modulo allo spessore di quel fianco, a differenza di quello della nervatura e delle altre facce esterne di 4 mm. La nervatura si è resa necessaria dal momento che il pezzo devessere fabbricato per stampaggio ad iniezione e dovendo realizzare spessori piuttosto sottili, una delle strade per garantire al contempo una discreta resistenza agli sforzi e soprattutto alle deformazioni si è rivelata proprio questa. Tutte le facce presentano un angolo di sformo di 1,5° e tutti gli spigoli risultano ben raccordati (1 mm sulle nervature e 2, 5 o 8 mm sugli spigoli esterni), nel primo caso per assicurarci la facile estrazione del pezzo dallo stampo, nel secondo per garantire che materiale plastico iniettato raggiunga agevolmente tutte le zone. La scelta di realizzare una sezione così spessa e una nervatura molto complessa ha come contro un costo elevato per lo stampo ma risulta un sistema molto efficace per rispondere alle esigenze strutturali del pedale. Infatti Una sezione più semplice, ad esempio a forma di H, risponde molto bene ai carichi flessionali, ma non altrettanto se sottoposta a torsione.
Su entrambi i pedali sono state prolungate le boccole rispetto al modello un acciaio per evidenti motivi di ingombro, infatti essendo mutate le dimensioni delle sezioni dei pezzi, al momento dellassemblaggio si avevano delle interferenze inaccettabili. Questa operazione ha dunque come principale scopo quello di distanziare il due pedali, con la conseguenza di aumentare leggermente, ma nostro avviso inevitabilmente, lingombro della pedaliera stessa. Le boccole presentano lo stesso diametro di quelle impiegate sul modello in acciaio, permettendo così lutilizzo delle bronzine già adottate sul pedale di partenza. Anche lappoggio per i piedi è costruito estrudendo uno schizzo appartenente al piano z-x, sempre perché il pezzo deve essere realizzato interamente in unoperazione di stampaggio, e dunque lasse di estrazione del pezzo dallo stampo devessere comune a tutte le parti del pedale. Ciò significa che bisogna assolutamente evitare la presenza di sottosquadri, fattore fondamentale per la progettazione di simili pezzi.
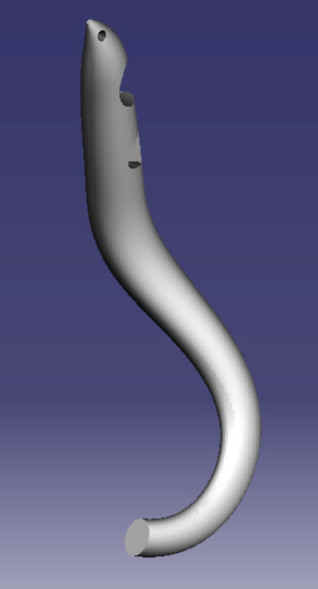
Modelli dei pedali
Al di sopra della boccola troviamo un foro passante rinforzato sui lati e con asse parallelo a quello della boccola, che viene utilizzato per bloccare i due pedali mediante un perno e una spina. Il secondo foro di bloccaggio per i pedali è stato realizzato sulla leva del pedale tra la boccola di supporto e lappoggio per il piede, anche questo con asse parallelo a quello della boccola per i motivi già esposti. La nervatura segue il profilo del foro al fine di non compromettere la resistenza nella zona adiacente. La posizione del foro non è strettamente vincolata da aspetti funzionali, di conseguenza si è scelto di collocarlo sul punto di intersezione di tre nervature e quindi una zona molto rigida.
Lappoggio per il piede ricalca in termini di forma quello già utilizzato sul modello in acciaio, le quote del medesimo sono state infatti rispettate. Lunica differenza si ha sul tipo di scanalature realizzate in superficie. Sul primo una scacchiera, sul secondo solo una semplice striatura, lungo lasse della boccola. Il pedale esterno portiera, presenta unappendice sul lato portiera, con lo scopo di evitare laccidentale perdita di contatto del piede con il pedale stesso. Per questo particolare abbiamo adottato degli spessori consistenti, al fine di evitare possibili deformazioni, anche permanenti dellappoggio stesso, compromettendo così la funzionalità del pedale.
Modellazione di solido multisezione
Assieme alla modellazione solida dei pedali sopra presentata, si è tentato di realizzare i pezzi attraverso una via alternativa indipendente dalla precedente.
Esempi di modellazione solida per estrusione multisezione:
|
|