Per ciò che riguarda il processo produttivo,e quindi la fattibilità,è stato necessario svolgere ulteriori ricerche sulle lavorazioni della plastica,chiedendo anche il parere di alcuni addetti a questo settore.Il problema principale per la produzione di un componente così grande in plastica sta nel fatto che non può essere realizzato in un pezzo unico;infatti la colata nello stampo non farebbe in tempo a raggiungere tutti gli angoli dello stampo;inoltre,i pezzi vanno prodotti cavi con uno spessore non esageratamente elevato,poichè devono raffreddarsi fino ad una temperatura sufficientemente bassa anche a cuore,per permetterne la rimozione della stampo senza deformarli. Queste esigenze di produzione ci hanno spinto alla realizzazione di un telaio in più pezzi cavi,uniti tra loro tramite adesivi strutturali di caratteristiche idonee all'impiego. Sui modelli cad sono stati anche applicati dei fori di invito utili nella fase di posizionamento e fissaggio dei diversi pezzi.
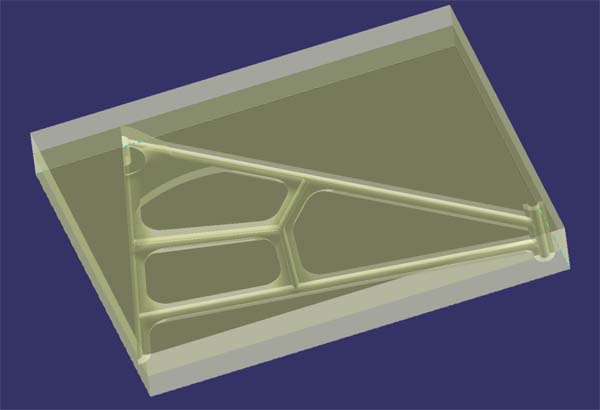
Per la tecnica produttiva si è scelto di utilizzare lo stampaggio ad iniezione;è l’analogo per i polimeri della colata su stampo dei metalli ed è la tecnica più largamente usata e permette di produrre oggetti o componenti anche molto complessi con grande precisione di particolari. Il processo si svolge nel seguente modo: il materiale in forma granulare scende attraverso una tramoggia di carico ed è poi spinta in un cilindro mediante un pistone od una pressa a vite. Il polimero granulare è spinto in avanti fino ad una camera di riscaldamento, dove il materiale termoplastico fonde e forma un liquido viscoso.
La plastica fusa è quindi spinta, ancora al movimento della vite o del pistone, attraverso un ugello nella annessa cavità di stampaggio; la pressione viene mantenuta sino a che l’oggetto da stampare non si sia solidificato. Avvenuta la solidificazione per raffreddamento, può essere aperto lo stampo per estrarne il manufatto.
La prestazione più notevole di questa tecnica è la velocità con la quale si possono produrre i pezzi.Per i termoplastici come il PVC la solidificazione della carica iniettata è quasi immediata, di conseguenza il tempo di ciclo di questo processo è breve (in genere dai 10 ai 30 secondi).
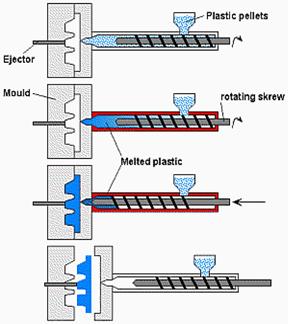
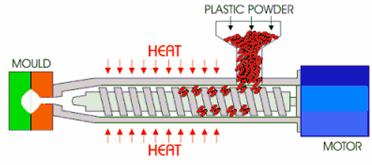
fig. a lato: Schema di stampaggio ad iniezione con pressa a vite