Il problema principale è stato il riuscire a comprendere l’andamento delle geometrie dei bracci di manovella. Abbiamo optato nel seguire le fasi di lavorazione reali; siamo partiti da semplici estrusioni (pari al semilavorato grezzo), per poi passare all’asportazione di materiale (tornitura, fresatura e rettifica). Come ultime abbiamo lasciato le lavorazioni finali: smussi, raccordi, fori e filettature. Abbiamo notato una certa inefficacia del programma Inventor che non riusciva a eseguire alcuni raccordi che abbiamo dovuto realizzare mediante cutout; inoltre i fori per il passaggio di olio che attraversano l’albero, sono stati compiuti mediante rivoluzione e non attraverso il comando specifico “foro” poiché ne era impossibile la parametrizzazione: il piano ad esso perpendicolare non si inclinava e spostava automaticamente variando le altre quote alla quale era stato fissato.
clicca sulle immagini per ingrandire
|
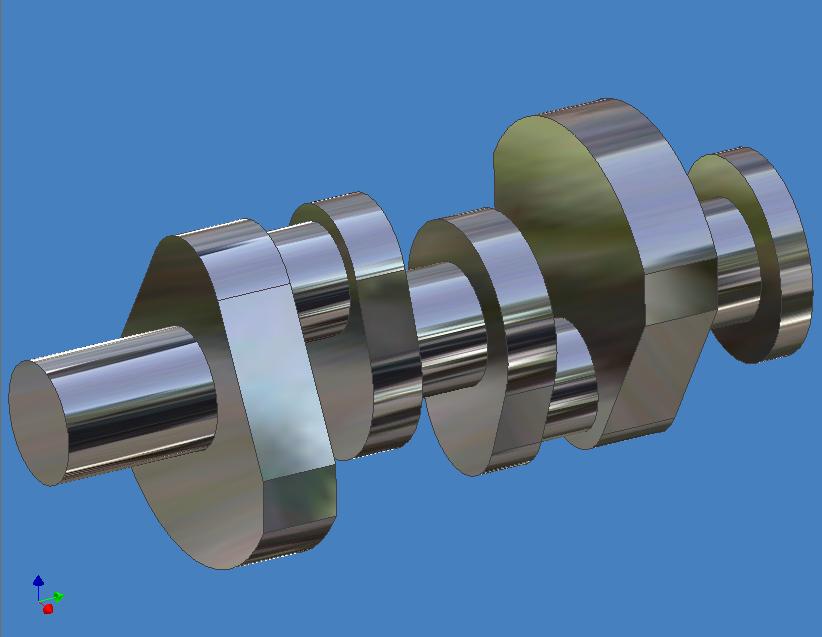
parte iniziale: semilavorato grezzo (50 kB) |
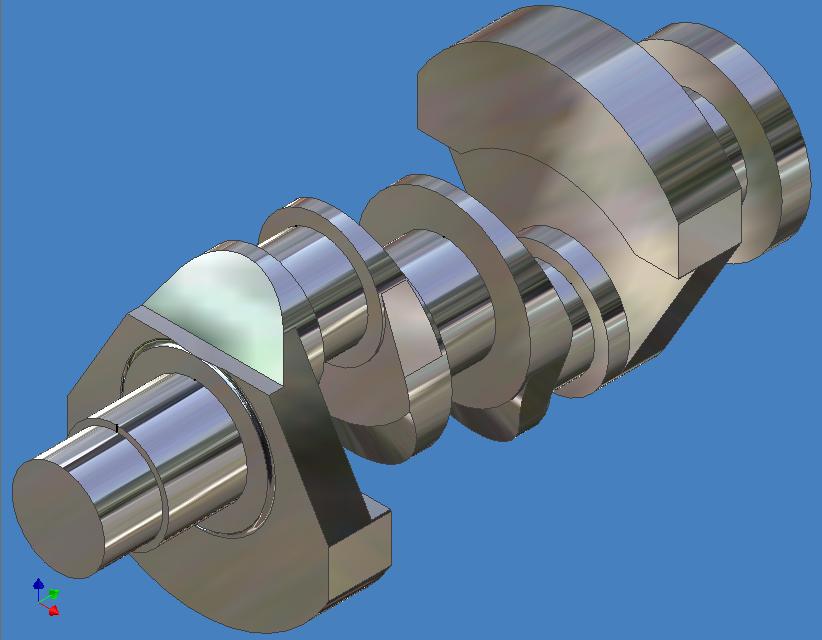
seconda parte: tornitura, fresatura e rettifica (50 kB) |
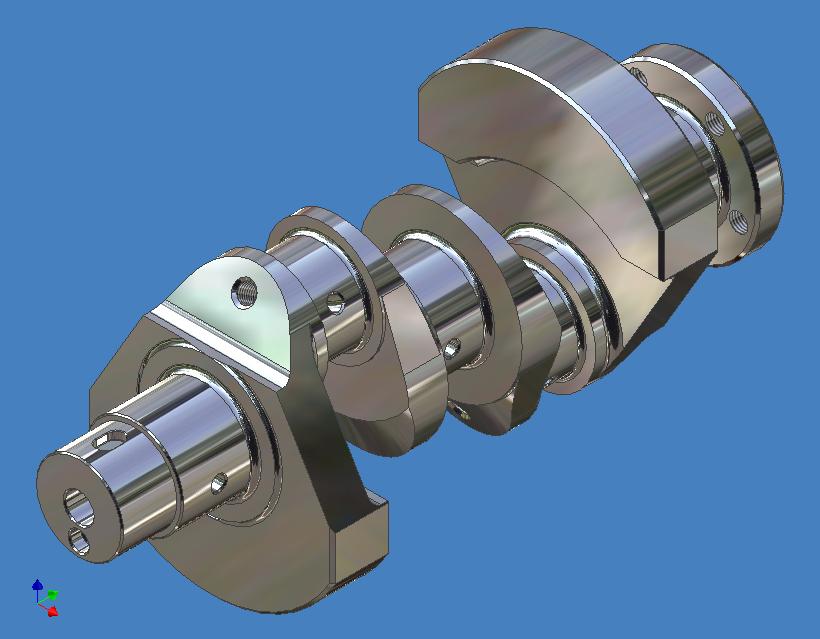
pezzo finito (50 kB) |